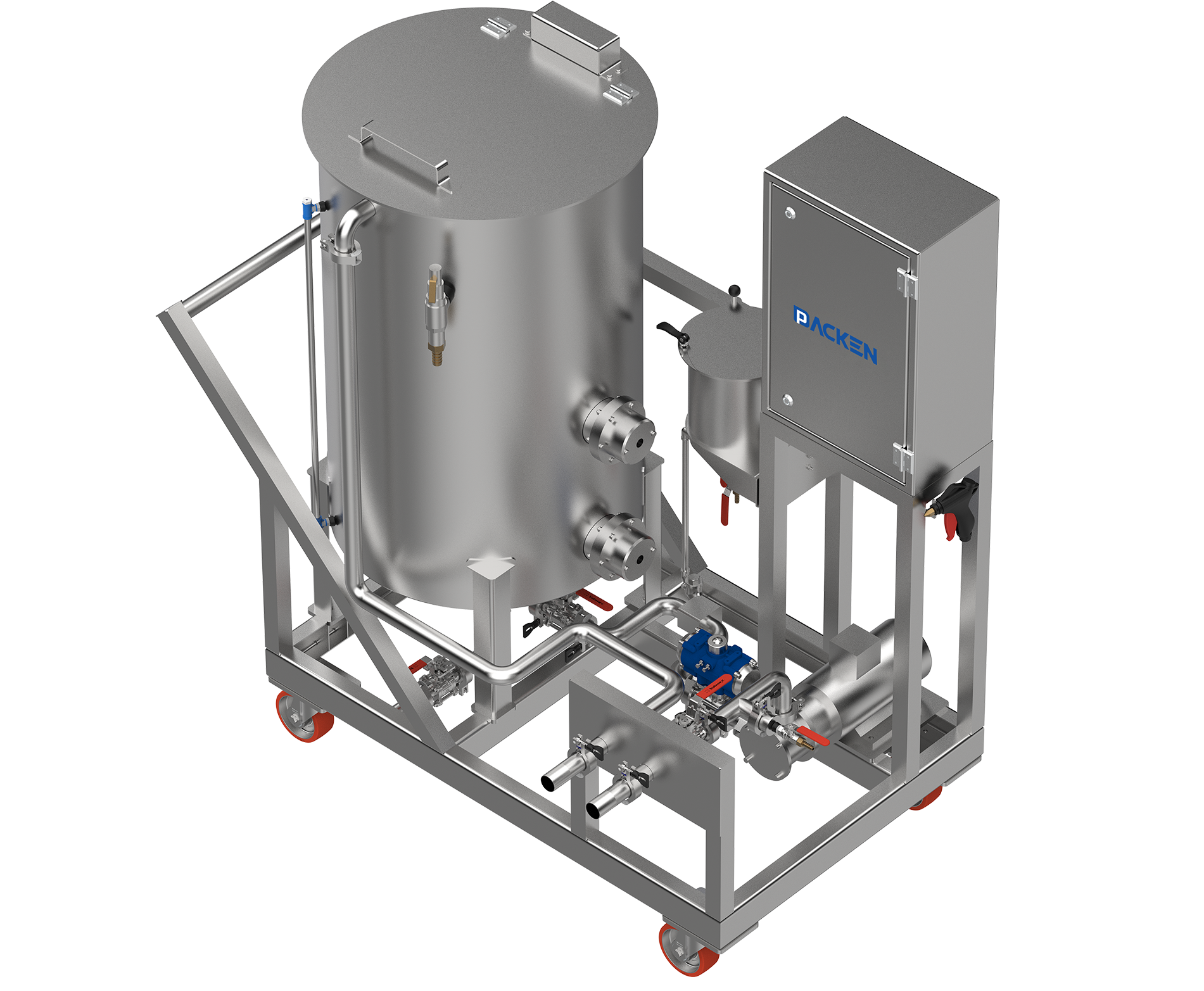
در صنعت غذایی، دستگاه فیلر (پرکن) یکی از مهمترین تجهیزات خط تولید به شمار میرود؛ چون مستقیماً با محصول نهایی در تماس است. هرگونه آلودگی یا باقیماندۀ مواد در این دستگاه میتواند به فساد، کاهش کیفیت و حتی آسیب به سلامت مصرفکننده منجر شود. دستگاه شستوشوی در محل (CIP – Clean-In-Place) روشی بهداشتی، اتوماتیک و کارآمد برای تمیزکردن سطوح داخلی تجهیزاتی مانند فیلرها و قطعات مرتبط است، بدون آنکه نیازی به باز کردن یا جابجا کردن قطعات باشد. دستگاه HydroClean PACKEN – PCP-500 یک راهکار هوشمند، تماماتوماتیک و قابل برنامهریزی برای شستشوی داخلی دستگاههای فیلر است. این دستگاه با رعایت استانداردهای بینالمللی ISO 22000، HACCP، FDA، بهداشت و کاهش هزینههای عملیاتی را برای خطوط تولید ایجاد میکند.
دستگاههای فیلر ساختهشده توسط شرکت استیل غرب آسیا، در خط تولید صنایع غذایی مستقیماً با محصول نهایی در تماس هستند. کوچکترین آلودگی یا باقیماندۀ مواد در این دستگاهها میتواند پیامدهای جدی به دنبال داشته باشد:
| پیامد | توضیح |
|---|---|
| رشد میکروارگانیسمها | باقیماندۀ مواد غذایی محیط مناسبی برای رشد باکتریها، کپکها و مخمرها فراهم میکند. |
| فساد محصول | تغییر طعم، بو، رنگ و بافت محصول در مدت زمان کوتاه. |
| کاهش کیفیت | عدم یکنواختی در تولید و افت استانداردهای کیفی. |
| تهدید سلامت مصرفکننده | خطر بیماریهای ناشی از آلودگی میکروبی. |
| مرجوعی محصول | برگشت محمولهها از سوی مشتریان و فروشگاههای زنجیرهای. |
| خسارت به برند | از دست رفتن اعتماد مصرفکننده و اعتبار برند. |
شستشوی اصولی و کامل دستگاه فیلر یک الزام است، نه یک گزینه.
CIP (Clean-In-Place) یا شستوشوی در محل، روشی اتوماتیک برای شستشوی داخلی تجهیزات فیلرها است، بدون آنکه نیاز به باز کردن، جابجا کردن یا دمونتاژ قطعات باشد. در این روش، محلولهای شوینده، آب داغ و مواد ضدعفونیکننده با فشار و دمای کنترلشده در مسیرهای داخلی تجهیزات به گردش درمیآیند و تمام سطوح در تماس با محصول را تمیز میکنند. دستگاه HydroClean PACKEN – PCP-500 یک CIP هوشمند و تماماتوماتیک است که به طور ویژه برای دستگاههای فیلر برند PACKEN طراحی و بهینهسازی شده است.
1-3 – حفظ ایمنی و بهداشت محصول (Product Safety & Hygiene)
| چالش | راهکار CIP |
|---|---|
| باقیماندۀ چربی، پروتئین، قند و رسوبات معدنی | حذف کامل با محلولهای شوینده تخصصی. |
| عوامل میکروبی (باکتری، کپک، مخمر) | ضدعفونی با مواد مؤثر و دمای کنترلشده. |
| تجمع آلودگی در نقاط کور | طراحی مسیرهای CIP برای پوشش کامل تمام سطوح. |
تولید محصولی ایمن، باکیفیت و با ماندگاری بالا.
3-2 – پیشگیری از آلودگی متقاطع (Cross-Contamination Prevention)
در خطوطی که محصولات گوناگون پشت سر هم بستهبندی میشوند (مثلاً صبح سس مایونز، بعد از ظهر سس باربیکیو، شب سالاد الویه)، اگر شستشو به طور کامل انجام نشود، خطر آلودگی متقاطع وجود دارد. راهکار: برنامه شستشوی چند مرحلهای و دقیق (پیششستشو → شستشوی اصلی با شوینده → آبکشی میانی → ضدعفونی → آبکشی نهایی)، اطمینان از نماندن هیچ مادهای از محصول قبلی، قابلیت ذخیره و فراخوانی دستورالعملهای شستشو (Recipe) برای هر نوع محصول. تولید بدون نگرانی از اختلاط طعم، بو یا مواد حساسیتزا بین محصولات مختلف.
3-3 – افزایش بهرهوری و کاهش توقفات (Increased Productivity & Reduced Downtime)
| روش سنتی (دستی) | روش CIP |
|---|---|
| نیاز به توقف کامل خط | شستشو در زمان مشخص (مثلاً پایان شیفت) |
| زمانبر (ساعتها) | سریع (۳۰ تا ۶۰ دقیقه) |
| نیاز به باز کردن قطعات | بدون نیاز به باز کردن قطعات |
| احتمال آسیب به قطعات در هنگام باز و بسته کردن | بدون تماس فیزیکی |
| وابستگی به مهارت اپراتور | کاملاً اتوماتیک و یکنواخت |
زمان توقف خط تولید به کمترین مقدار میرسد و زمان بیشتری برای تولید مؤثر در اختیار دارید.
3-4 – صرفهجویی در مصرف منابع (Resource Efficiency)
دستگاههای CIP مدرن مجهز به چرخش مجدد محلولها (سیرکولاسیون – Material circulation)، آب و مواد شیمیایی هستند. منابع صرفهجویی شامل آب (بازیابی و استفاده دوباره از آب شستشو)، مواد شوینده (استفاده بهینه و کنترلشده غلظت) و انرژی (بازیابی گرمای آب داغ). مزایای جانبی: کاهش هزینههای عملیاتی (آب، برق، مواد شوینده)، حفظ منابع طبیعی، کاهش بار زیستمحیطی و پساب صنعتی. شستشوی مؤثر با کمترین مصرف منابع و هزینه.
3-5 – کاهش نیاز به نیروی انسانی و حذف خطای انسانی (Reduced Labor & Human Error)
| روش سنتی | روش CIP |
|---|---|
| نیاز به اپراتور ماهر برای باز و بسته کردن قطعات | یک اپراتور برای نظارت و راهاندازی. |
| احتمال ماندن آلودگی به دلیل خطای انسانی | کنترل تمام مراحل توسط PLC. |
| نبود یکنواختی در شستشو (تأثیر خستگی و بیتوجهی) | عملیات یکنواخت و تکرارپذیر. |
| زمانبر بودن آموزش اپراتورهای جدید | سادگی کار با HMI |
در دستگاه HydroClean PCP-500، کنترل تمام مراحل (دما، فشار، زمان و غلظت مواد) توسط PLC انجام میشود و عملیات با دقت بالا و بهشکل یکنواخت انجام میگیرد. اطمینان از شستشوی کامل، بدون وابستگی به مهارت یا خستگی اپراتور.
6-3 – انطباق با استانداردهای بینالمللی (Compliance with International Standards)
دستگاه HydroClean PACKEN – PCP-500 مطابق با الزامات استانداردهای زیر طراحی شده است:
آمادگی کامل برای ممیزیهای داخلی و خارجی و تسهیل صادرات محصولات.
دستگاه HydroClean PACKEN – PCP-500 یک CIP هوشمند و چندمرحلهای است که فرآیند شستشو را در مراحل زیر انجام میدهد:
مراحل شستشو در دستگاه CIP (Clean-In-Place)
از دیدگاه مهندسی صنایع غذایی، هدف از شستشوی CIP صرفاً تمیز کردن تجهیزات نیست، بلکه حذف کامل آلودگیهای فیزیکی، شیمیایی و میکروبی از سطوحی است که با محصول در تماس هستند. به همین دلیل، شستشو معمولاً در چند مرحله متوالی انجام میشود تا هر نوع آلودگی به طور مؤثر حذف شود.
| مرحله | ماده شستشو | هدف اصلی | نوع آلودگی قابل حذف | دلیل فنی استفاده |
|---|---|---|---|---|
| ۱ | آب (Water Rinse) | پیششستشو و حذف مواد باقیمانده محصول | ذرات معلق، بقایای محصول، مواد محلول در آب | حذف حجم عمده آلودگیها قبل از ورود مواد شیمیایی باعث افزایش اثربخشی مراحل بعدی و کاهش مصرف مواد شوینده میشود. |
| ۲ | محلول سود (Caustic Wash – NaOH) | حذف آلودگیهای آلی | چربیها، پروتئینها، روغنها، قندهای چسبنده و بقایای مواد غذایی | سود سوزآور با شکستن ساختار چربیها و پروتئینها، رسوبات آلی را حل کرده و از سطح تجهیزات جدا میکند. این مرحله مهمترین بخش شستشوی صنایع غذایی است. |
| ۳ | آبکشی میانی (Intermediate Rinse) | حذف باقیمانده سود | بقایای مواد قلیایی | جلوگیری از واکنش شیمیایی بین سود و اسید در مرحله بعد و محافظت از تجهیزات در برابر خوردگی احتمالی. |
| ۴ | محلول اسیدی (Acid Wash) | حذف رسوبات معدنی | سنگ شیر (Milk Stone)، رسوبات کلسیم، منیزیم، آهن و املاح آب | اسیدها رسوبات معدنی را در خود حل میکنند. این مرحله در صنایع لبنی، نوشیدنی و خطوطی که با آب سخت کار میکنند اهمیت ویژهای دارد. |
| ۵ | آبکشی نهایی (Final Rinse) | حذف باقیمانده مواد شیمیایی | بقایای اسید و مواد شوینده | اطمینان از اینکه هیچ ماده شیمیایی در مسیر تولید باقی نمانده و تجهیزات برای شروع تولید آماده هستند. |
| ۶ (اختیاری) | ضدعفونی (Sanitization) | کاهش بار میکروبی | باکتریها، مخمرها، کپکها و سایر میکروارگانیسمها | در برخی خطوط تولید، بهویژه صنایع لبنی، دارویی و نوشیدنی، از آب داغ یا مواد ضدعفونیکننده برای رسیدن به سطح بهداشتی بالاتر استفاده میشود. |
چرا از هر دو ماده «سود» و «اسید» استفاده میشود؟
از دیدگاه مهندسی صنایع غذایی، هیچ ماده شویندهای به تنهایی قادر به حذف تمام انواع آلودگیها نیست.
| نوع آلودگی | بهترین شوینده |
|---|---|
| چربیها و روغنها | سود (NaOH) |
| پروتئینها | سود (NaOH) |
| قندها و مواد آلی | سود (NaOH) |
| رسوبات کلسیم و منیزیم | اسید |
| سنگ شیر (Milk Stone) | اسید |
| رسوبات ناشی از آب سخت | اسید |
سود، آلودگیهای آلی را حذف میکند. اسید، آلودگیهای معدنی را حذف میکند. ترکیب این دو مرحله باعث میشود تمام سطوح در تماس با محصول کاملاً تمیز و آماده تولید شوند. در یک دستگاه CIP استاندارد مانند HydroClean PACKEN – PCP-500، توالی شستشو به صورت زیر انجام میشود: آب → سود → آب → اسید → آب → ضدعفونی (در صورت نیاز). این توالی باعث میشود: بقایای محصول به طور کامل حذف شوند، رسوبات آلی و معدنی از بین بروند، بار میکروبی تجهیزات کاهش یابد، کیفیت و ماندگاری محصول نهایی افزایش یابد، الزامات استانداردهای HACCP، ISO 22000 و صنایع غذایی رعایت شود، خطر آلودگی متقاطع (Cross-Contamination) به حداقل برسد.
| پارامتر | مشخصات |
|---|---|
| نوع دستگاه | CIP هوشمند و تماماتوماتیک. |
| کنترل | PLC با HMI صفحه لمسی. |
| مراحل شستشو | قابل برنامهریزی (۵ مرحله استاندارد، قابل افزایش). |
| کنترل دما | ±2 درجه سانتیگراد. |
| کنترل فشار | قابل تنظیم توسط اپراتور. |
| مواد شوینده | قابلیت استفاده از چند نوع ماده CIP مخصوص چربی، پروتئین، رسوب. |
| قابلیت گردش مجدد | بله – بازیابی آب و مواد شوینده. |
| استانداردها | ISO 22000, HACCP, FDA, EHEDG. |
| قابلیت یکپارچهسازی | سازگار با خطوط تولید موجود. |
| ردیف | مزیت اقتصادی | توضیح |
|---|---|---|
| ۱ | کاهش زمان توقف خط | شستشوی سریع و خودکار → زمان تولید مؤثر بیشتر. |
| ۲ | کاهش هزینه نیروی انسانی | یک اپراتور برای نظارت، نه چند نفر برای شستشوی دستی. |
| ۳ | کاهش مصرف آب و مواد شوینده | گردش مجدد و استفاده بهینه → کاهش هزینههای عملیاتی. |
| ۴ | کاهش ضایعات و مرجوعی محصول | شستشوی کامل → حذف آلودگی و افزایش ماندگاری. |
| ۵ | افزایش عمر تجهیزات | شستشوی اصولی بدون آسیب فیزیکی به قطعات. |
| ۶ | تسهیل صادرات | انطباق با استانداردهای بینالمللی. |
سرمایهگذاری روی CIP معمولاً در کمتر از ۱۲ ماه باز میگردد.
| ردیف | دلیل |
|---|---|
| ۱ | طراحی ویژه برای دستگاههای فیلر PACKEN → هماهنگی کامل. |
| ۲ | کنترل هوشمند PLC با HMI لمسی → سهولت کار برای اپراتور. |
| ۳ | قابلیت ذخیره دستورالعملهای شستشو (Recipe) برای محصولات مختلف. |
| ۴ | مصرف بهینۀ آب، انرژی و مواد شوینده → کاهش هزینهها. |
| ۵ | انطباق کامل با استانداردهای ISO 22000، HACCP و FDA. |
| ۶ | پشتیبانی فنی و خدمات پس از فروش داخلی. |
استفاده از دستگاه شستوشوی در محل (CIP) برای دستگاه فیلر، نه یک انتخاب فنی، بلکه یک الزام بهداشتی و اقتصادی برای هر واحد تولیدی در صنعت غذا است.